
 在線客服
在線客服
 企業微信
企業微信





精工淬煉:探秘寶馬白車身智能焊接全流程
在慕尼黑數字化工廠的機械交響曲中,一具銀白色的車架沿著全自動滑橇系統緩緩駛入工位。高精度定位裝置無聲啟動,四臺庫卡KR QUANTEC機械臂如同銀色章魚般從空中垂降,開啟了現代汽車工業的精密焊接藝術。
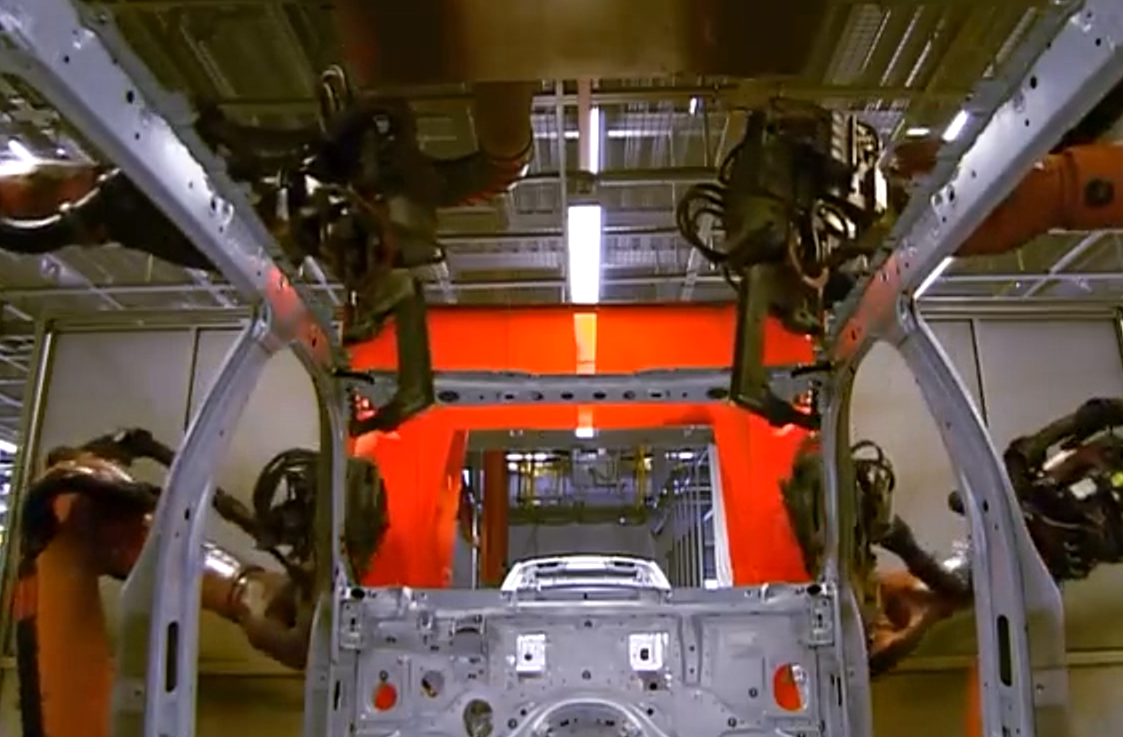
每臺機械臂末端搭載的伺服焊槍以0.1毫米級精度定位,在車身392個預定坐標點同時作業。800公斤的電極壓力配合18000安培瞬時電流,0.8毫米鍍鋅鋼板在千分之三秒內完成冶金結合。智能控制系統實時監測焊接溫度、壓力、電流參數,確保每個焊點直徑嚴格控制在5.8±0.2毫米之間。
當藍色電弧在暗室中劃出流星軌跡,四臺機械臂在3D空間內演繹著精密的運動學算法。交叉作業時min近間距僅15厘米,六軸關節卻始終保持著同步。激光跟蹤系統每0.04秒完成一次三維坐標校準,將傳統焊接的0.5毫米公差提升至0.15毫米級工藝水準。
在132秒的標準節拍內,整套系統完成了1284個高強度焊點的**締造。熱成型鋼與鋁合金的異種材料接合處,自適應焊接程序自動切換至中頻直流技術,確保不同金屬的晶格***交融。當一個焊點冷卻定型,經過三維激光掃描的車身骨架,正在以0.02毫米的匹配精度迎接下一段智造之旅。
這組凝結著287項技術的焊接單元,正是寶馬CLAR平臺車身達成36000Nm/度的抗扭剛度的核心密碼。當機械美學遇見數字靈魂,每個火花飛濺的瞬間都在詮釋德意志工業的嚴謹基因。









